
EDM gépi vágás
A Chien Feng Yuan a tajvani székhelyű vezető EDM (elektromos kisülési megmunkálás), huzal-edm gyártó és CNC marógép átfogó szervizműhelye.

- A termék bemutatása
A Chien Feng Yuan a tajvani székhelyű vezető EDM (elektromos kisülési megmunkálás), huzal-edm gyártó és CNC marógép átfogó szervizműhelye. Megoldásokat kínálunk minden precíziós megmunkálási igényére. 14 éve szolgáljuk ki ügyfeleinket világszerte, szakértelmünk kiterjed a repülőgépiparra, az orvosi berendezésekre, az ipari, katonai és védelmi iparra. A mi időnkben, amikor segítünk ügyfeleinknek termékek és alkatrészek létrehozásában, mindent láttunk és megtettünk. A tapasztalat és a szakértelem fontos a termékek gyártása során.
3 különböző típusú EDM létezik:
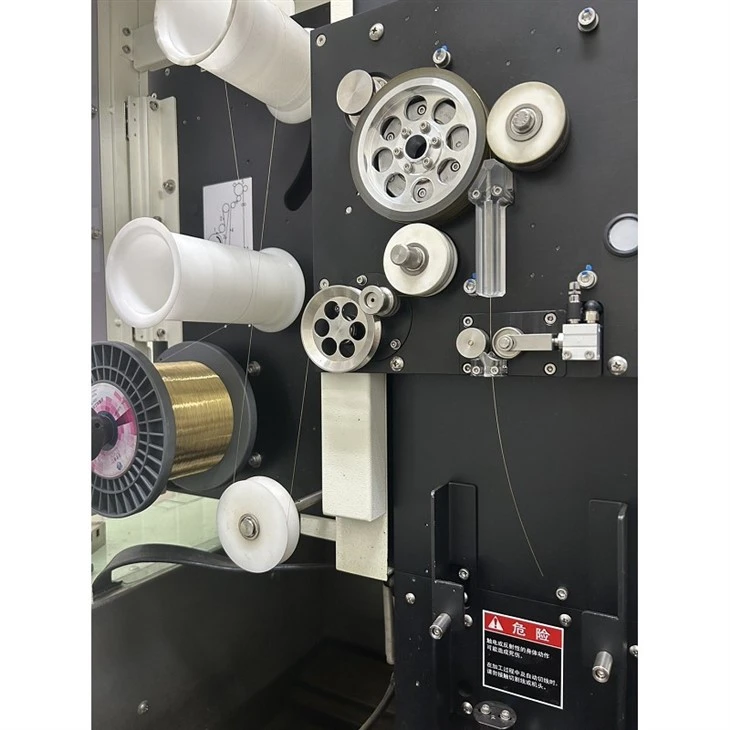
Huzalos EDM (elektromos kisüléses megmunkálás):
A huzal szikraforgácsoló egy elektrotermikus eljárás, amely ionmentesített vízbe merített finom fémhuzalt (általában réz, 0.006-0.012") használ vezetőképes fémek vágására. A huzal szikraforgácsoló gép kisüléseket hoz létre a fémhuzal és a munkadarab, az elektromos szikrák által termelt hő felhasználásával az anyag vágására vagy "átégetésére".
Sinker EDM (más néven hagyományos vagy Ram EDM):
A Sinker EDM magában foglalja az előre kialakított elektródákat, a dielektromos folyadékot és a fémanyag erózióját a munkadarabból elektromos szikrákon keresztül. Ebben a folyamatban testreszabott alakú réz- vagy grafitelektródát használnak a minták vagy konfigurációk bármilyen típusú vezető anyaggá való megmunkálására.
Lyukfúrás (vagy lyukasztás) EDM:
A lyukfúró szikraforgácsolás kis átmérőjű elektródákkal (Ø .006 - .050") lyukakat fúr az edzett anyagokba. A fúró szikraforgácsoló gép nagynyomású dielektromos folyadékot (gyakran ionmentesített vizet) használ a csövön való áthaladáshoz a vágási műveletekhez A szikraközök létrehozása ugyanúgy történik, mint a többi szikraforgácsoló eljárás.
Hogyan válasszuk ki a megfelelő EDM vezetéket
Amikor kiválasztja az EDM (elektromos kisülési megmunkálási) huzalt a projekthez, vegye figyelembe a következő tényezőket:
Szakítószilárdság:
A huzal azon képessége, hogy ellenálljon a húzóerőknek, mielőtt eltörne vagy meghajolna.
Törési szívósság:
A huzal ellenállása feszültség alatti törés vagy törés ellen.
Elektromos vezetőképesség:
A huzal azon képessége, hogy hatékonyan vezeti az áramot az EDM folyamat során.
Párolgási hőmérséklet:
Az a hőmérséklet, amelyen a huzal anyag gőzzé alakul. Ez döntő fontosságú a szikraforgácsolási műveletek során bekövetkező idő előtti huzalszakadás megelőzésében.
Keménység:
A huzal deformációval vagy benyomódással szembeni ellenállása. Befolyásolja a huzal tartósságát és azt, hogy mennyire képes ellenállni a megmunkálási folyamat során jelentkező kopásnak.
Termék leírás:


Csomagolási részletek: kartondoboz, fa tok, raklap vagy az ügyfelek igényei szerint.
Szállítási adatok: 25-35 nap tengeren, 3-7 nap légi úton
GYIK
K: Mi a különbség az EDM és a huzalvágott EDM között?
Az EDM rézből vagy grafitból készült formázott elektródákat használ összetett helyi 3D üregek vágására. Magukat az elektródákat hagyományos eljárásokkal megmunkálják. Ezt követően a szikraelektródát pulzáló magasságú üzemmódban alkalmazzák, lehetővé téve a munkafelület hűtését és alapos átöblítését. Míg az EDM ugyanolyan precíz, mint az elektródák megmunkálása, lehetővé teszi, hogy a felületek alakja az erózió miatt rendkívül bonyolulttá váljon. Ezt a módszert az öntőformák és fröccsöntő szerszámok belsejében lévő bonyolult és precíz formák esetén alkalmazzák. Működhet előedzett anyagokon, csökkentve az összköltséget, és extrémebb edzést tesz lehetővé a szerszám deformációja nélkül.
Másrészt a huzalos szikraforgácsoló gépek folyamatosan táplált elektródahuzalokat használnak lényegében 2D-s vágáshoz. Ez az eljárás kiválóan alkalmas összetett 2D kontúrok precíziós megmunkálására extrudáló szerszámokban, lyukasztókban/matricákban, valamint kemény anyagok ultraprecíz megmunkálására repülési és katonai alkalmazásokban.
K: Lehetséges az EDM rozsdamentes acél huzalozása?
Igen, lehetséges a rozsdamentes acél darabolása huzal szikraforgácsolással. Az ausztenites rozsdamentes acélok különösen alkalmasak, mert kezdetben erősen megedzettek.
Ha az Ön konkrét projektje szűk tűréseket vagy pozíciótűréseket igényel (0 0,001 hüvelyk alatt), az ilyen pontosság elérése többszörös szikraforgácsolási vágással vagy égéssel járhat, ami viszont több időt igényel.
Az alkatrész vastagsága időben is meghatározó. Minél vastagabb az alkatrész, annál lassabb a sebesség. Ha a vastagság meghaladja a 4-5 hüvelyket, a huzal EDM vágási sebessége csökken.
Népszerű tags: EDM gépi vágás, kínai szikraforgácsológép vágó gyártók, beszállítók, gyár, EDM a nameplatív metszethez, EDM megmunkálás ékszerekhez, EDM szoros toleranciákkal, EDM az órakészítéshez, Finom EDM megmunkálás, EDM a biztonsági táblákhoz